




Vorteile des Spenders:
Die Qualität des Polyurethanschaums für kontinuierlich hergestellte Sandwichplatten hängt stark von der Kontrolle der Welle ab. Wenn die Geschwindigkeit der Linie nicht gut gesteuert wird und der Kontaktpunkt der Welle mit der Oberseite der Verkleidung nicht gut positioniert ist, nehmen die mechanischen Eigenschaften der hergestellten Platte erheblich ab.
Das derzeit am häufigsten verwendete Spreizsystem ist der „Poker“, ein Rechen, der in unterschiedlichen Geschwindigkeiten von links nach rechts und von rechts nach links des Panels schwingt. Wir rechnen in der Regel mit einer Deckung von rund 60% bei der Rückkehr zum Rechen. Dieses System enthält zahlreiche Unannehmlichkeiten: Die Verteilung ist sehr schwer homogen zu machen, es bedeckt den Schaum und neigt dazu, Zellen bei der Bildung des ersten Durchgangs zu zerquetschen, und die Welle ist nicht gleichmäßig und daher schwer einzustellen.
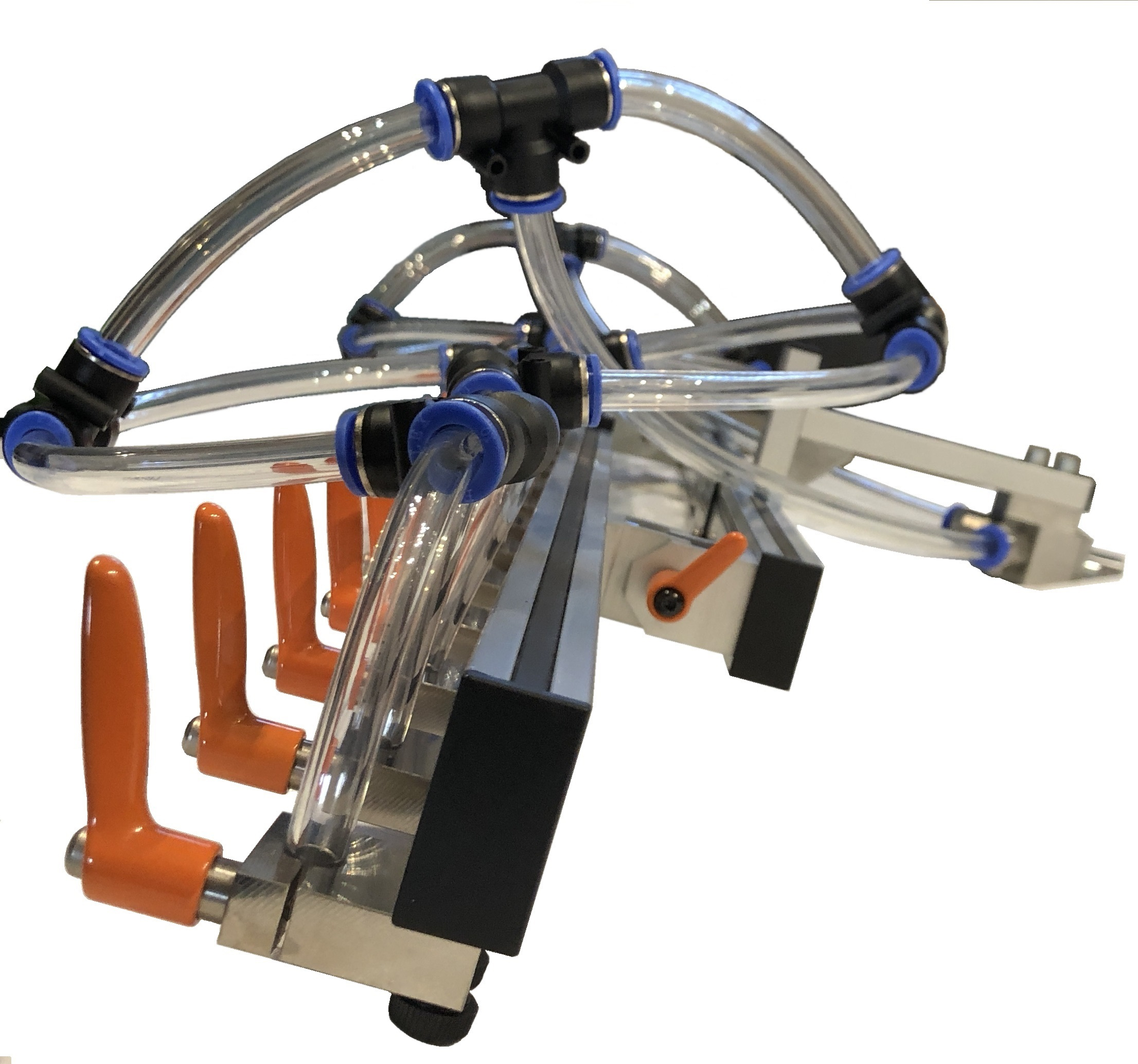
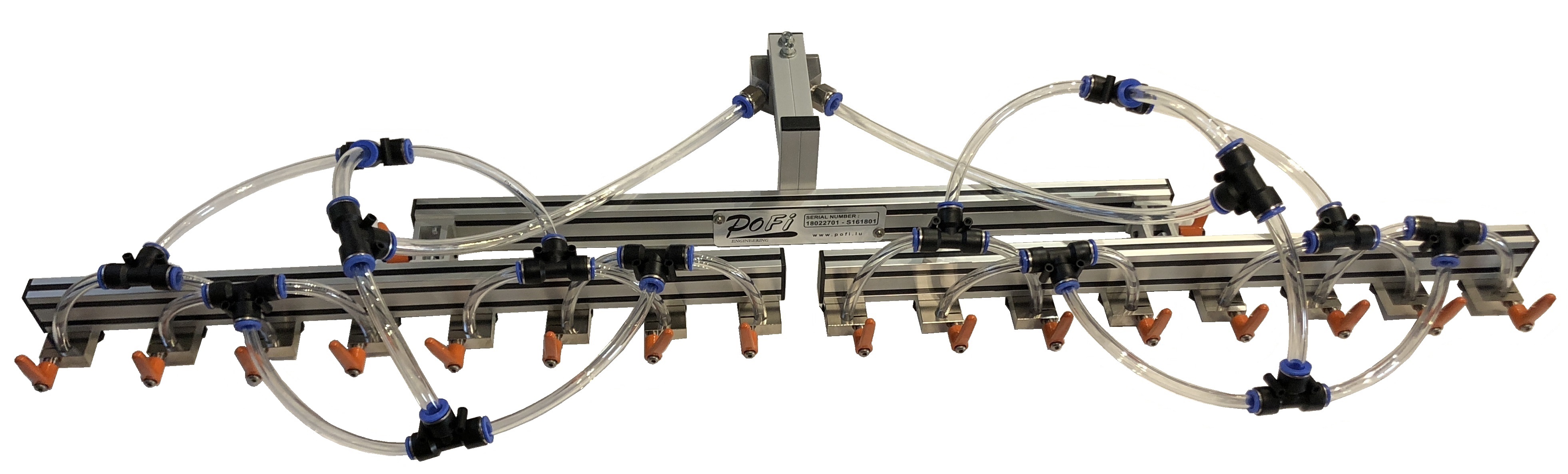
Die Neuheit ist der Fix-Schaumspender, mit dem all diese Probleme gelöst werden können. Der Schaum wird gleichmäßig auf die Unterseite aufgetragen und ermöglicht dadurch seine freie Ausdehnung. Wir erhalten einen homogenen, gut verteilten Schaum und eine klare und konstante Welle. Diese Welle ist dadurch leichter zu kontrollieren, die globale Qualität des Panels ist stark verbessert. Dieses System benötigt keine Bewegungen und ist daher wartungsfrei.
Die Position jedes Anwendungspunkts ist in Breite und Winkel einstellbar, um die Füllung der Platte zu standardisieren.
Dieses System ist mit allen vorhandenen Leitungen kompatibel.
Zögern Sie nicht, uns zu kontaktieren
_________________________________________________________________________________________________________________________________________________________________________________________________________
KOMPLETTES FESTES SCHAUMENTFERNUNGSSATZ FÜR SANDWICH-PANELS
Um die Verwendung unserer Schaumverlegesysteme mit fester Leitung zu erleichtern, haben wir eine Werkbank entwickelt, die eine feste Kopfstütze, ein schnelles und präzises Schneidsystem für Rohre und eine Aufbewahrung für Formstücke und Rohre zu einem sehr erschwinglichen Preis enthält.
.
- Easy maintenance
- Easy to install
- Time saving
____________________________________________________________________________________________________________________________________________________________________________________________________________________________
Bedeutung der Polyurethanschaumablagerung für die kontinuierliche Produktion
Ausgabegeschwindigkeit:
Die Theorie möchte, dass wir die Mischung Polyol und Isocyanat auf die Unterseite auftragen, um die laufende chemische Reaktion nicht zu stören. In der Praxis ist dies nicht möglich, es gibt eine Strömung vom Mischkopfauslass und damit eine Flüssigkeitsgeschwindigkeit. Je höher die Geschwindigkeit ist, desto weniger Zeit hat der Schaum, um zu reagieren und somit den Spender zu verstopfen. Um diese Geschwindigkeit zu erhöhen, müssen die Auslassöffnungen verkleinert werden.
Eine zu hohe Flüssigkeitsaustrittsgeschwindigkeit erzeugt zwei Probleme, die Aufprallgeschwindigkeit auf der Unterseite erzeugt Luftblasen und der Druck im Mischkopf steigt an und stört die chemische Reaktion (Mischung). Es ist keine praktikable Lösung.
Eine Theorie besagt, dass die Flüssigkeitsgeschwindigkeit zum Zeitpunkt des Aufpralls der Vorschubgeschwindigkeit der unteren Verkleidung entsprechen muss. Berechnungen und Tests haben gezeigt, dass diese Geschwindigkeit zu niedrig ist, um zu produzieren, die Verweilzeit im Verteilungssystem zu lang ist und der Schaum bereits reagiert hat, bevor er die untere Seite berührt.
Ein Rake (Poker) -Anwendungssystem erzeugt eine Geschwindigkeit zwischen 200 und 400 m / min. Bei anderen Systemen haben die Tests gezeigt, dass eine Geschwindigkeit unter 100 m / min hervorragende Ergebnisse liefert, aber mit einem Rake (Poker) nicht erreichbar ist.
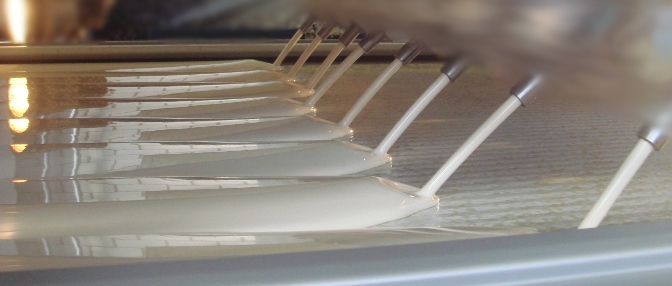
Das Einzahlungsverfahren:
Die Einzahlung erfolgt normalerweise mit einem Verteiler (Poker) auf einer Schwinge. Diese Methode erzeugt viele Probleme, die Füllung ist nicht gleichmäßig und die Flüssigkeitsgeschwindigkeit muss hoch sein. Die Ausrichtung der Zellen ist nicht gleichmäßig und verringert die mechanischen Eigenschaften der Platte.
Die feste Einzahlung ist derzeit die beste Orientierung. Die Aufprallgeschwindigkeit ist geringer und der gegebene Winkel zum Verteilungssystem ermöglicht eine verringerte Blasenbildung. Die gleichmäßige Anordnung der Abgabepunkte ermöglicht eine optimale Ausrichtung der Zellen und damit bessere mechanische Eigenschaften der Platte.

